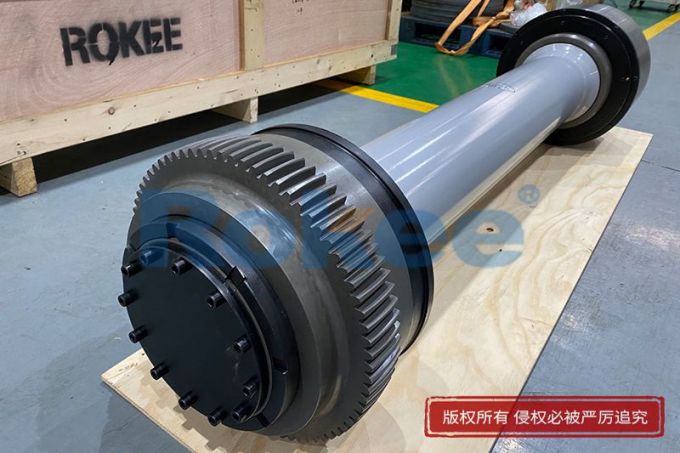
内齿圈鼓形齿式联轴器制造厂家
在现代工业机械传动体系中,内齿圈鼓形齿式联轴器是保障设备动力传输稳定的核心部件,属于刚性可移式传动连接件,凭借独特的齿形结构与可靠的承载性能,广泛适配各类重载、复杂工况的机械设备。这类联轴器核心依托内齿圈与外齿轴套的精准啮合传递扭矩,相较于传统直齿式联轴器,鼓形的齿面结构能够更好补偿设备运行中产生的轴向、径向与角向位移,有效缓解传动过程中的冲击与振动,延长整套传动设备的使用寿命,是冶金、矿山、化工、起重、船舶等众多重工业领域不可或缺的基础配件。其整体运行性能与使用寿命,核心取决于内齿圈的加工精度、材质稳定性以及全套制造工艺的精细化把控,这也是优质生产制造环节的核心侧重点。
内齿圈作为鼓形齿式联轴器的核心承载部件,承担着扭矩传递、缓冲减震、适配位移偏差的关键作用,其制造流程贯穿原材料甄选、毛坯成型、热处理、精密加工、表面处理、装配检测等多个环节,每一道工序的工艺参数把控,都直接决定联轴器的最终使用品质。原材料的甄选是制造工作的基础,工业重载工况对联轴器的强度、韧性、耐磨性和抗疲劳性有着严苛要求,生产环节中多选用合金钢材作为核心原料,这类钢材具备良好的锻造性能与热处理响应性能,能够适配后续高强度加工工艺,同时保障设备长期连续运行的稳定性。原材料进场后,会先进行材质检测与成分核验,规避材质杂质、成分不均等问题,从源头杜绝产品后期出现开裂、磨损过快、承载不足等故障隐患。
毛坯成型是内齿圈制造的前置关键工序,目前行业主流采用锻造工艺完成毛坯加工。锻造处理能够击碎钢材内部的疏松组织,细化金属晶粒结构,让钢材内部组织更加致密均匀,大幅提升内齿圈的整体机械性能,有效增强其抗冲击、抗疲劳的能力,避免长期重载运行中出现形变损坏。锻造过程会严格控制加热温度、锻造力度与成型节奏,根据内齿圈的规格尺寸调整工艺参数,保证毛坯外形规整、壁厚均匀,为后续精密加工预留合理的加工余量。锻造完成后,需对毛坯进行退火预处理,消除锻造过程中产生的内应力,软化材质以便后续切削加工,同时稳定毛坯的内部组织结构,防止后续加工和使用过程中出现变形、开裂等问题。
粗加工与精加工是保障内齿圈尺寸精度与齿形精度的核心环节。粗加工阶段主要通过车削设备去除毛坯表面多余余量,修整内齿圈的内外圆、端面等基础结构,保证整体外形尺寸趋近标准规格,同时剔除毛坯表层存在的缺陷组织,为精细加工奠定基础。粗加工完成后会进行二次时效处理,进一步释放加工过程中产生的应力,规避后期精密加工变形问题。精加工阶段是决定内齿圈传动精度的关键,生产中多采用数控精密加工设备完成齿形加工,摒弃传统仿形加工的精度短板,精准复刻标准鼓形齿圆弧结构。内齿圈的齿形为渐开线鼓形结构,齿面顺滑的弧形设计,能够让内外齿啮合更加充分均匀,大幅降低啮合过程中的摩擦损耗,同时提升位移补偿能力。加工过程中,工作人员会严格把控齿距、齿厚、同轴度、端面平行度等核心参数,保证每一处齿形规格统一,啮合间隙均匀,从工艺层面保障传动的平稳性。
热处理工艺是提升内齿圈使用性能的核心工序,直接决定产品的耐磨性、硬度与使用寿命。经过精加工前的预处理后,会对内齿圈进行淬火加回火的复合热处理工艺,通过精准控温加热、保温、冷却,让齿面获得适宜的硬度与耐磨性,同时保证基体保留充足的韧性,兼顾硬度与抗冲击性能,避免齿面磨损、崩齿、断裂等问题。热处理后会统一进行探伤检测,排查产品内部是否存在裂纹、气孔、夹渣等隐性缺陷,筛选剔除不合格工件,确保每一件内齿圈的内部品质达标。针对不同工况的使用需求,还可微调热处理工艺参数,适配轻载高速、重载低速、频繁启停等不同工作场景的性能要求。
表面处理与精细化修整是提升产品适配性与耐久性的重要环节。完成精密加工与热处理后,会对内齿圈的齿面、端面、内外圆等关键部位进行打磨抛光,去除加工毛刺、刀痕与氧化层,让齿面光滑平整,减少啮合过程中的摩擦阻力与磨损程度,降低设备运行噪音。同时,规范的表面处理能够提升内齿圈的防锈、防腐蚀能力,适配化工、户外作业等潮湿、多腐蚀介质的工作环境。修整完成后,会对产品进行精度检测,借助专业检测设备核验齿形精度、尺寸公差、形位公差等各项指标,确保所有参数符合机械传动的设计标准,保障内外齿套装配后的契合度与传动稳定性。
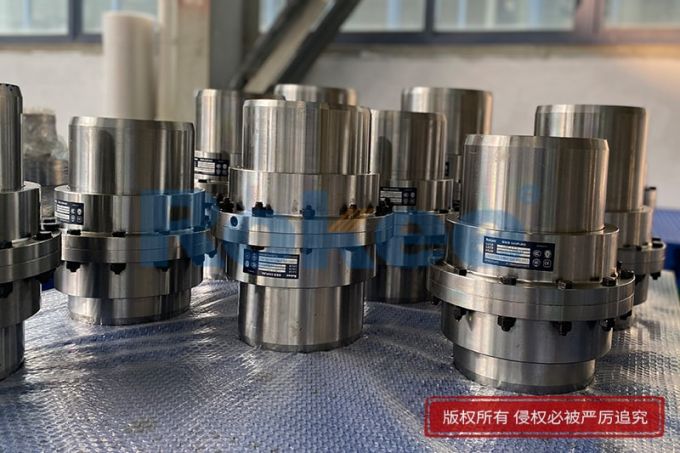
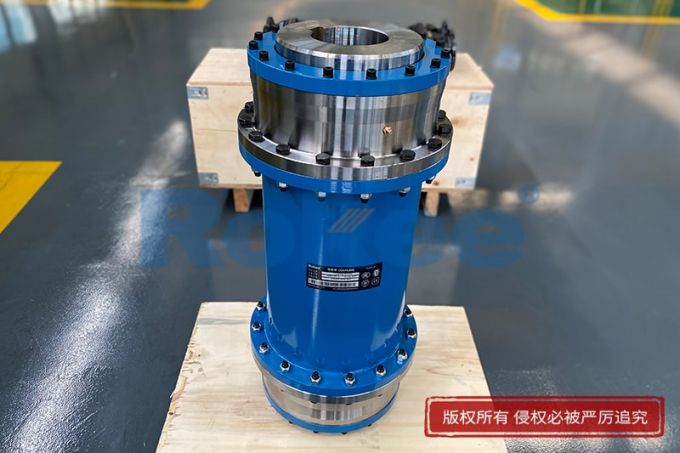
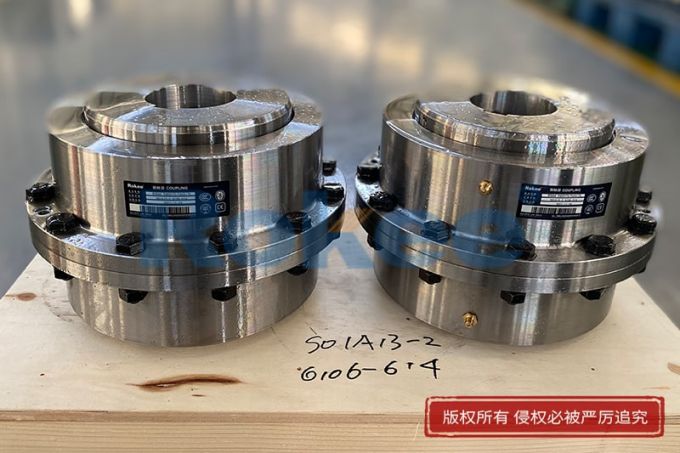
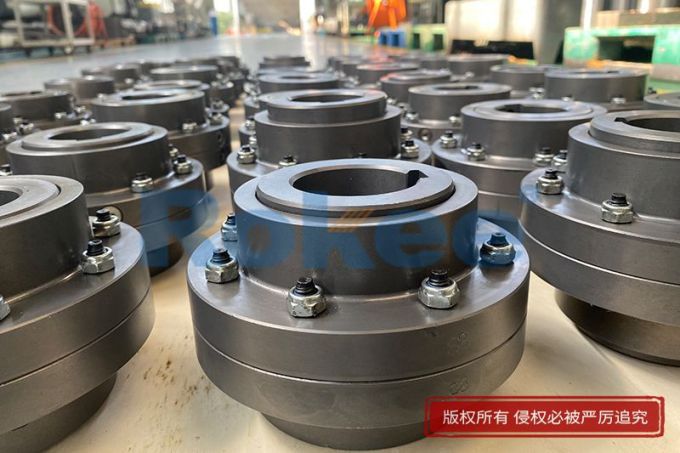
完整的装配与出厂检测流程,是保障联轴器整体运行品质的最后一道防线。内齿圈加工完成后,会搭配外齿轴套、密封件、润滑结构等配件进行整体装配,装配过程严格遵循工艺标准,把控装配间隙与同轴度,避免装配偏差导致设备运行振动、异响、磨损加剧等问题。鼓形齿式联轴器的密封结构设计尤为关键,优质的装配工艺能够保证密封严密,有效阻隔粉尘、杂质、水汽进入啮合区域,同时防止内部润滑油脂渗漏,保障长期润滑效果,延长设备运维周期。装配完成后,会进行空载与负载试运行检测,模拟实际工况检验传动稳定性、位移补偿能力、减震降噪效果等核心性能,排查运行过程中的各类隐患,确保出厂产品能够适配复杂工业工况。
从行业应用角度来看,内齿圈鼓形齿式联轴器凭借紧凑的结构、较小的回转半径、优异的承载能力和稳定的传动性能,适配各类有限安装空间的设备场景,同时凭借良好的位移补偿特性,能够适配设备运行中轴系偏移、震动等问题,大幅降低设备故障率与运维成本。在冶金轧钢、矿山采掘、港口起重、石油化工等重载工况中,这类联轴器能够承受持续的大扭矩传输与频繁启停冲击,保障生产线连续稳定运行;在船舶、通用机械等设备中,其低噪音、低损耗的传动优势,能够有效提升设备运行效率,减少动力损耗。相较于普通直齿联轴器,鼓形齿结构的啮合面积更大、承载性能更强,传动损耗更低,综合使用性价比更为突出。
整体而言,内齿圈鼓形齿式联轴器的制造是一套精细化、系统化的机械加工流程,从原材料筛选、毛坯锻造、精密齿形加工,到热处理强化、表面修整、装配检测,每一个环节的工艺沉淀与品质把控,都是产品适配工业复杂工况的核心支撑。随着工业设备向大型化、精密化、长效化方向发展,市场对鼓形齿式联轴器的精度、强度、稳定性和耐久性要求持续提升,制造领域也在不断优化加工设备与工艺体系,通过精细化数控加工、智能化温控热处理、标准化检测流程等方式,持续提升产品综合性能,更好地适配各类工业传动场景的使用需求,为现代工业机械传动系统的稳定运行提供基础保障。

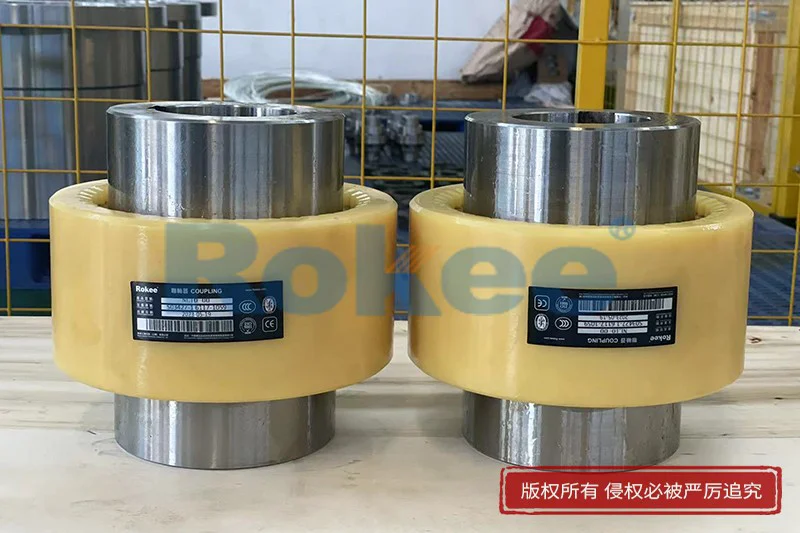
鼓形齿式联轴器是一种特别设计的先进齿式联轴器,其外齿制成球面,球面的中心在齿轮的轴线上,齿侧的间隙比一般产品稍大,可以传递较大的扭矩和允许较大的角位移,性能优异且寿命更加长久。

ROD鼓形齿联轴器是Rokee独立开发的核心技术传动产品之一并且在国家建立和报备了企业技术标准,结合了日本,德国等先进国家的鼓型齿联轴器标准技术,优化了很多细部尺寸链,采用了大压力角齿形设计,轴孔采用短轴设计,缩小了长径比,结构更加紧凑,转速性能优异。相近型号的螺栓采用标准统一化,零部件通用性好。


与国家标准鼓型齿式联轴器相比能够传递更大的扭矩,质量相对大幅度减轻,转动惯量小,符合欧洲防爆要求,各种综合性能大大超前。为了更好的传动性能,我们强烈推荐您选用。

荣基工业科技(江苏)有限公司
销售专线:13505289959(微信)
公司座机:0511-85519688
销售QQ:3362645520
企业邮箱:Rokee@Rokee.com
公司地址:镇江高新技术产业开发区留脉路1号
 手机站
手机站 
 微信咨询
微信咨询