ZL柱销齿式联轴器的加工工艺
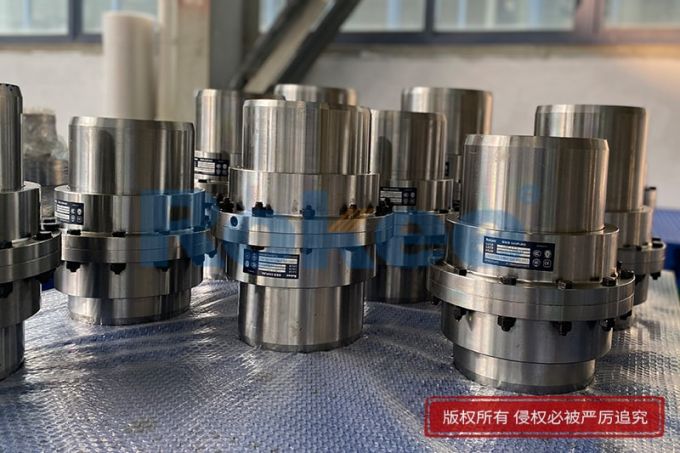

鼓形齿式联轴器是一种特别设计的先进齿式联轴器,其外齿制成球面,球面的中心在齿轮的轴线上,齿侧的间隙比一般产品稍大,可以传递较大的扭矩和允许较大的角位移,性能优异且寿命更加长久。

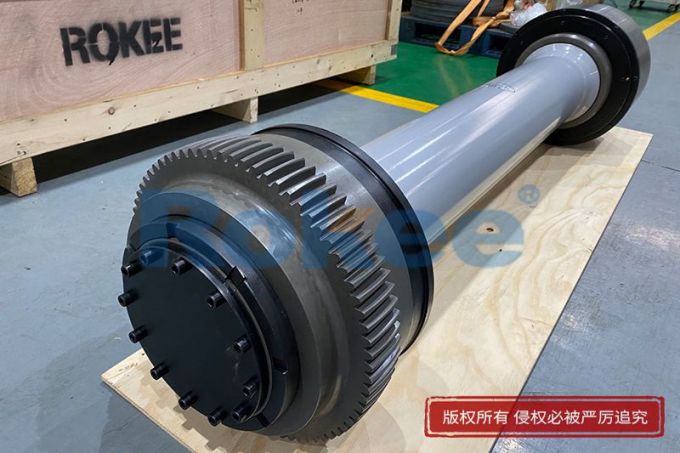
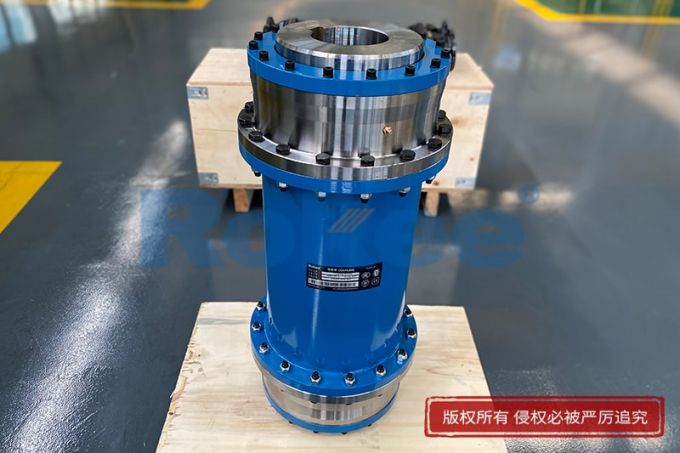
ROD鼓形齿联轴器是Rokee独立开发的核心技术传动产品之一并且在国家建立和报备了企业技术标准,结合了日本,德国等先进国家的鼓型齿联轴器标准技术,优化了很多细部尺寸链,采用了大压力角齿形设计,轴孔采用短轴设计,缩小了长径比,结构更加紧凑,转速性能优异。相近型号的螺栓采用标准统一化,零部件通用性好。


与国家标准鼓型齿式联轴器相比能够传递更大的扭矩,质量相对大幅度减轻,转动惯量小,符合欧洲防爆要求,各种综合性能大大超前。为了更好的传动性能,我们强烈推荐您选用。
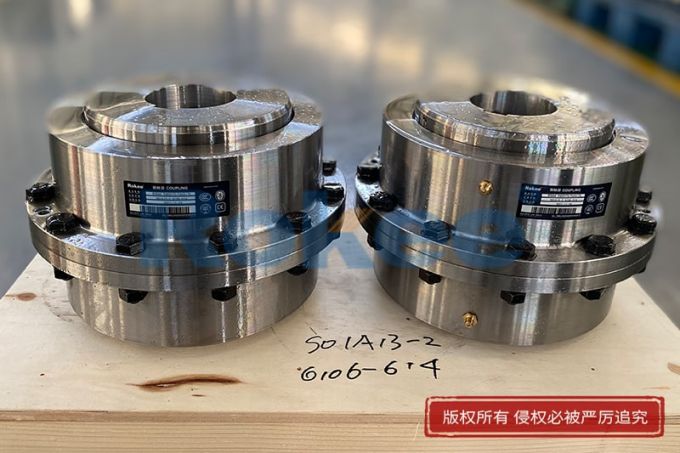
弹性柱销联轴器是一种结构简单制造容易,无需润滑,装拆弹性柱销便捷的传动基础件,利用两个带法兰孔的半联和置于起重的非金属弹性柱销来传递扭矩,适用于中低速和中低扭矩场合。弹性柱销齿式联轴器采用非金属弹性柱销和两个带齿形半联以及一个外圈的齿形套环设计,利用非金属弹性的变形来传递扭矩同时缓冲减震,补偿角向位移。弹性套柱销联轴器设计简单巧妙,适用性较广的联轴器,利用带弹性套的柱销联接两个带销孔的半联,实现扭矩传递的同时兼具较大的角向补偿,同时减震缓冲性能良好,可以用在速度较快的场合,无需润滑,销套更换便捷。
《ZL柱销齿式联轴器的加工工艺》由Rokee发布于2023年3月10日,本文地址:https://www.rokeecoupling.com/lzqyy/3246.html

荣基工业科技(江苏)有限公司
销售专线:13505289959(微信)
公司座机:0511-85519688
销售QQ:3362645520
企业邮箱:Rokee@Rokee.com
公司地址:镇江高新技术产业开发区留脉路1号
 手机站
手机站  微信咨询
微信咨询