滚子链条联轴器加工
上一篇文章联轴器厂家Rokee阐述了《星形弹性联轴器(可替换国外品牌)》,今天Rokee将接着讲解《滚子链条联轴器加工》的相关知识:
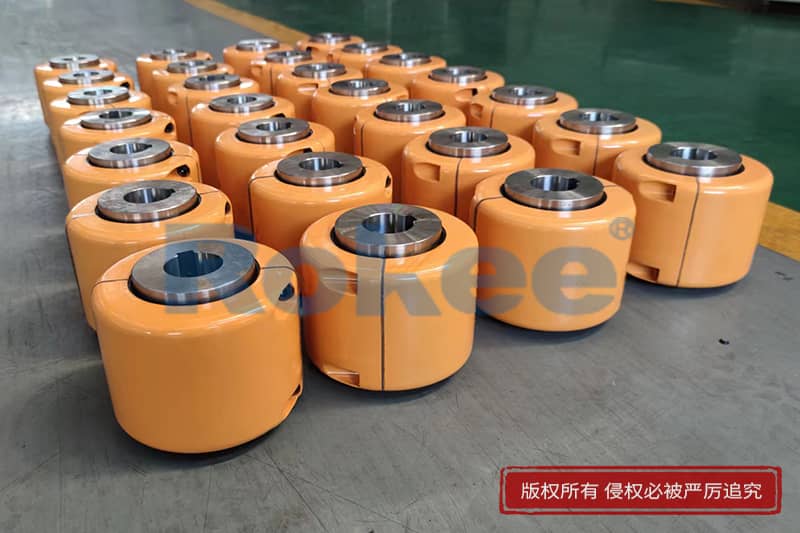
在机械传动系统中,滚子链条联轴器凭借其结构简单、拆装便捷、缓冲减震性好等优势,被广泛应用于矿山机械、农业机械、通用化工设备等诸多领域。其加工质量直接决定了传动效率、运行稳定性以及设备使用寿命,因此,严格把控加工全过程的技术要点与质量标准,成为滚子链条联轴器生产制造的核心环节。
滚子链条联轴器的加工具有显著的综合性特点,涉及毛坯成型、机械切削、热处理、装配调试等多个工序,各环节相互关联、相互影响。与其他精密联轴器相比,其加工既要保证关键零部件的尺寸精度和形位公差,又要兼顾链条与链轮的啮合协调性,同时还需满足不同工况下的强度和耐磨性要求。这就要求加工过程中不仅要选用合适的加工设备和刀具,更要建立科学严谨的工序管控体系。
毛坯成型是滚子链条联轴器加工的基础工序,直接影响后续加工的难易程度和成品质量。目前,滚子链条联轴器的主要零部件如半联轴器、链轮等,多采用锻造毛坯。锻造过程中,需根据零部件的材质(常用45号钢、40Cr等合金结构钢)合理控制锻造温度、保温时间和锻造压力,确保毛坯内部组织均匀、无气孔、裂纹等缺陷。对于批量生产的零部件,采用模锻工艺可有效保证毛坯的尺寸一致性,减少后续加工余量。毛坯成型后,还需进行时效处理,消除锻造应力,避免在后续加工过程中因应力释放导致零部件变形。
机械切削加工是保证滚子链条联轴器尺寸精度和形位公差的关键环节,主要包括车削、铣削、钻削等工序。车削加工主要用于加工半联轴器的轴孔、端面、台阶等部位,需严格控制轴孔的尺寸公差、圆度、圆柱度以及端面与轴孔的垂直度。加工过程中,应根据工件材质和加工要求选用合适的车刀材质和几何角度,合理设置切削速度、进给量和背吃刀量,避免因切削参数不当导致工件表面粗糙度超标或产生积屑瘤。对于链轮的加工,铣削是核心工序,需保证链轮齿形的准确性、齿距均匀性以及齿面粗糙度。传统铣削采用成形铣刀加工,适用于中小批量生产;对于大批量生产,采用数控铣削或滚齿加工可显著提高加工效率和齿形精度,通过数控系统精确控制刀具的运动轨迹,确保每个齿的尺寸和形状完全一致。
热处理工序是提升滚子链条联轴器强度和耐磨性的重要保障。对于45号钢、40Cr等材质的零部件,通常需要进行调质处理,即淬火后高温回火,使零部件获得良好的综合力学性能,既具备足够的强度和硬度,又具有一定的韧性。热处理过程中,需严格控制淬火温度、保温时间、冷却速度以及回火温度,避免因温度控制不当导致零部件出现硬度不足、淬火裂纹、回火不足等问题。例如,40Cr材质的半联轴器调质处理后,硬度应控制在220-250HB之间,以保证其在传动过程中能够承受较大的扭矩。对于链轮等易磨损部件,还可根据需求进行表面淬火处理,进一步提高齿面硬度和耐磨性,延长使用寿命。
装配调试是滚子链条联轴器加工的一道工序,直接影响其使用性能。装配过程中,首先需对所有零部件进行清洗,去除表面的油污、铁屑和杂质,避免影响装配精度和啮合效果。然后,按照装配工艺要求将链轮与半联轴器进行连接固定,确保连接牢固、无松动。接着,进行链条的安装,调整两半联轴器的同轴度,确保链条与链轮啮合平稳,无卡滞、冲击现象。同轴度偏差过大将导致链条受力不均,加剧磨损,降低传动效率,因此,装配时需使用百分表等检测工具进行精确测量,将同轴度误差控制在合理范围内。装配完成后,还需进行空载试运转测试,检查联轴器的运行状态,倾听有无异常噪音,观察链条的运行轨迹是否平稳,确保各项性能指标符合要求。
质量检测与控制贯穿于滚子链条联轴器加工的全过程,是保障产品质量的重要手段。在毛坯成型阶段,通过肉眼观察、超声波探伤等方式检测毛坯表面和内部缺陷;机械切削加工过程中,采用游标卡尺、千分尺、百分表、齿厚卡尺等工具对零部件的尺寸和形位公差进行实时检测,对于关键尺寸,可采用三坐标测量仪进行精确测量;热处理后,通过硬度计检测零部件的硬度,确保符合设计要求;装配完成后,进行空载试运转和负载测试,检测传动效率、噪声、振动等指标。同时,建立完善的质量追溯体系,对每一批次产品的加工工序、检测数据进行记录,便于及时发现和解决加工过程中出现的质量问题。
随着机械制造技术的不断发展,滚子链条联轴器的加工工艺也在逐步升级。数控加工技术的广泛应用提高了加工精度和效率,自动化生产线的建立实现了从毛坯到成品的一体化加工,智能化检测设备的投入提升了质量控制的准确性和及时性。未来,随着新材料、新工艺的不断涌现,滚子链条联轴器的加工将朝着更高精度、更高效率、更轻量化的方向发展,以满足日益复杂的工况需求。
滚子链条联轴器的加工是一个系统的工程,需严格把控毛坯成型、机械切削、热处理、装配调试等各个工序的技术要点,建立质量控制体系。只有这样,才能生产出符合使用要求的高质量产品,为机械传动系统的稳定高效运行提供可靠保障。在实际加工过程中,还需结合产品的具体规格和工况需求,灵活调整加工工艺参数,不断优化加工流程,提升生产效率和产品竞争力。
联轴器厂家Rokee荣基工业科技(www.rokeecoupling.com)立足中国已经逾20年,多年以来Rokee一直努力实践着我们创新和服务的企业运营理念,服务于中国和全球众多合作伙伴,成为知名的联轴器产品的优质供应商。下一篇文章我们将为大家讲解《RLARD305-6双膜片式联轴器》的相关信息。

荣基工业科技(江苏)有限公司
销售专线:13505289959(微信)
公司座机:0511-85519688
销售QQ:3362645520
企业邮箱:Rokee@Rokee.com
公司地址:镇江高新技术产业开发区留脉路1号
 手机站
手机站 
 微信咨询
微信咨询